硅胶3D打印机
作者:段金昊 薛帅 杜伯源 机械工程系
指导老师:邵珠峰 机械工程系
关键词:硅胶 3D打印 软体材料
摘要
现有的3D打印机大都无法打印柔性材料,打印硅胶等柔性材料的3D打印机存在体积庞大、流程复杂、打印效率低等问题。针对现有打印机和打印工艺的优势和不足,本项目在一台桌面级3D打印机的基础上开展改装和打印工艺研究,以Dow Corning 737硅胶为耗材,开发了一台桌面级硅胶3D打印机及其对应的打印工艺。该打印机打印产品层间粘结度高、打印缺陷少,具有良好的力学性能;打印效率高,节约打印材料;打印机可额外加装喷头,以可溶性材料打印支撑结构,从而完成复杂结构件的打印。
项目背景
现有柔性材料的制造加工多以模具成型为主,其难以实现高精度和复杂结构的要求,且时效性差。而现有的柔性材料3D打印技术大规模商用案例较少,且存在设备结构复杂、效率低下、成形效果和力学性能较差、成本高昂等缺陷。
该款硅胶3D打印机使用水合硅胶作为打印材料,固化方式简单;采用气动挤出,结构简单;在普通桌面3D打印机基础上改装实现功能,成本低廉。
机械结构
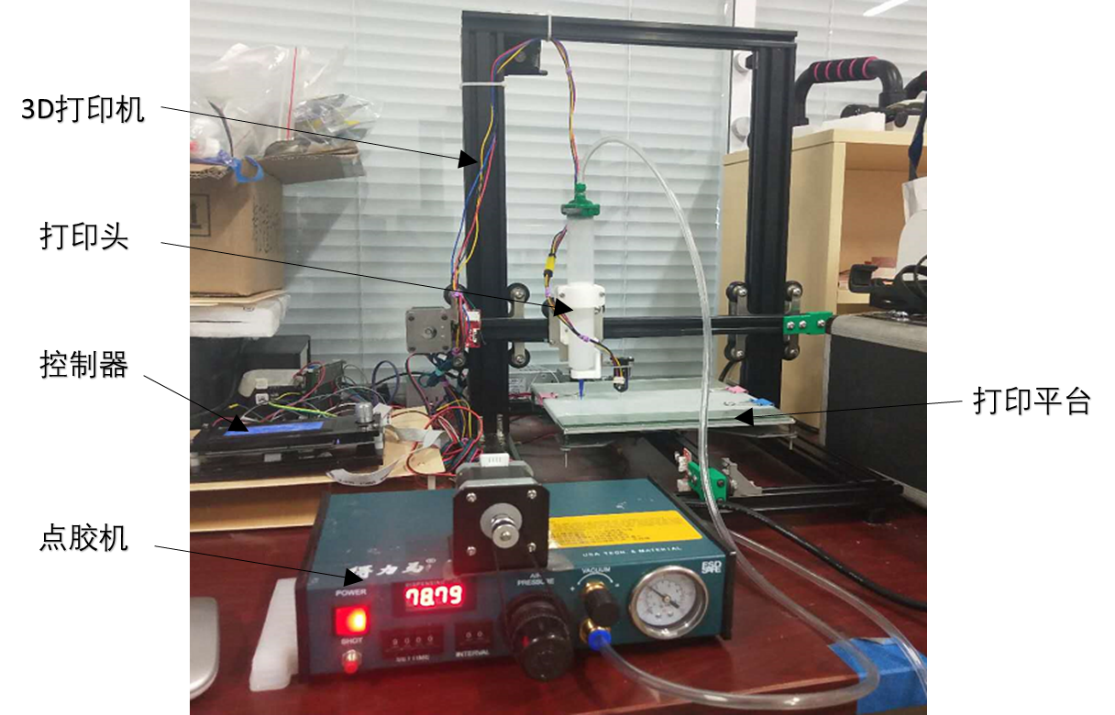
设备的机械结构主要由运动模块和挤出模块组成。
运动模块源于一台桌面级FDM 3D打印机,包括机架、打印平台、打印头模组。打印平台用导轮安装于机架上,由一台步进电机利用同步带驱动,实现Y轴方向运动。横梁和打印头架组成打印头模组。铝型材横梁通过导轮安装于机架上,由两台步进电机利用丝杆机构驱动,实现Z轴方向运动,打印头架通过导轮安装于横梁上,由安装于横梁上的步进电机以及同步带进行驱动,实现X轴方向运动。
挤出模块主要包括高压气源、点胶机、点胶针筒、点胶针头以及相应的连接管路。高压气源利用引出的软管,向点胶机供给高压空气。点胶机控制和保证输出空气的压强,利用引出的软管将压缩空气输入点胶针筒。所用点胶机为一台DLM 983A型点胶机,后续改装中可直接用气阀回路代替。

图1 系统原理图
打印工艺探究
对硅胶3D打印机打印工艺的探究,主要围绕针头内径、层高、针头高度、打印速率、挤出速率、环境温度与湿度等参数开展。经过具体实验以及对气源供气能力的衡量,后续打印过程主要选择22G(内径 0.4mm)的点胶针头。此外,根据打印过程中的实验和观察,对于22G喷头而言,选择层高0.2mm,针头高度0.2~0.3mm或层高0.3mm,针头高度0.3~0.4mm时,打印效果较好且不易发生堵头现象。同时,在实验中还初步测试了挤出速率与推动气压的关系,绘制了压强-打印速率曲线,保证打印速率与挤出速率匹配。

图2 压强-挤出速率测试结果
随后,还进行了二维和三维流场仿真,探究打印和挤出速率间匹配关系对喷头附近流场的影响、喷头移动对挤出耗材切向受力的影响,验证了以上参数选择的合理性。


图3 二维和三维流场仿真
打印成果展示
该打印机可实现空心球囊、长薄壁件、外耳模型、气动手指等物品的打印,证明了该款打印机可以实现复杂结构、薄壁结构、中空结构等结构的高精度打印,达到了其高性能、低成本的设计目标。

图4 打印成果展示




